Compresores reciprocantes no lubricados de velocidad moderada en una planta de hidrógeno

Resumen:
En 2007, Air Liquide tomó la decisión de comprar e instalar compresores de velocidad moderada, no lubricados y empaquetados para los servicios de hidrógeno y alimentación de gas natural en una planta de hidrógeno que suministra una refinería en Sudamérica. Los compresores han estado funcionando correctamente durante más de dos años. Este estudio de caso incluirá una descripción de las selecciones de compresores y detalles del historial operacional.
1 - Introducción
Desde principios de los años 1990; la reglamentación de las emisiones en todo el mundo ha dado lugar a una mayor demanda de hidrógeno. Esto se debe a que el hidrógeno es necesario para muchos procesos de desulfuración. Las empresas industriales de gas han construido varias plantas de hidrógeno en todo el mundo para satisfacer las demandas de las industrias de refinado y petroquímica.
La mayoría de los compresores reciprocantes utilizados en estas plantas de hidrógeno han sido lubricados, de larga carrera y de velocidad lenta. Esto se debe a la preferencia histórica y la percepción de que estos son los compresores más confiables disponibles. Cabe señalar que otros tipos de compresores reciprocantes también se han utilizado con éxito en esas instalaciones. Estos incluyen compresores verticales y tipos de velocidad moderada, horizontal y de corta carrera.
Aunque los compresores lubricados son el tipo más común en estas instalaciones, hay veces que el diseño de la planta de hidrógeno o sus componentes no tolera la transferencia de aceite al corriente de gas. En esos casos, se debe decidir si se utiliza un compresor lubricado con un sistema de coalescencia aguas abajo (extracción de aceite) o un compresor no lubricado (pistón seco).
Al determinar los compresores lubricados en comparación con los no lubricados, entre los elementos que se deben considerar están el impacto del aceite aguas abajo del compresor, el costo inicial y del ciclo de vida, y la frecuencia del mantenimiento requerido. Por lo general, los compresores no lubricados tendrán un costo de capital inicial más alto debido al costo más alto de los materiales de las partes de desgaste. Los compresores no lubricados normalmente requieren mantenimiento más frecuente que los lubricados.
En 2007, Air Liquide tomó la decisión de comprar compresores reciprocantes de alimentación de gas natural y productos de hidrógeno envasados, no lubricados, horizontales, balanceados, de corta carrera, de velocidad moderada, en una nueva planta de hidrógeno que estaban construyendo en Campana, Argentina.
La planta de hidrógeno entró en línea en noviembre de 2009. Este artículo describe las selecciones de compresores, ofrece una breve visión general de sus características de diseño y resume su historial operativo.
2 - Air Liquide Campana
- 2.1 - Unidad de producción de hidrógeno
Air Liquide construyó una nueva unidad de hidrógeno (tecnología de reformador de metano a vapor) en Campana, Buenos Aires, Argentina. La unidad suministra hidrógeno y vapor a la refinería Esso Petrolera Argentina para su uso en la producción de gasolina.
Antes de este proyecto; Air Liquide normalmente compraría compresores verticales de velocidad lenta para este tipo de instalaciones. La decisión de comprar compresores de velocidad moderada y corta carrera para el proyecto Campana se basó en la entrega, el paquetizado compacto y el costo de capital. La disponibilidad de partes de reemplazo y las referencias para aplicaciones similares también contribuyeron a la decisión de comprar compresores reciprocantes de velocidad moderada.
La decisión de usar compresores no lubricados para los servicios de alimentación de gas natural y de productos de hidrógeno se basó en diferentes requerimientos. Principalmente; el servicio de alimentación de gas natural requiere compresores no lubricados para evitar la contaminación del aceite en el proceso y el equipo de proceso de líquido neumático. Los compresores de hidrógeno necesitaban no lubricación debido a los requerimientos del cliente de Air Liquide.
 Campana, Buenos Aires, Argentina
Campana, Buenos Aires, Argentina
2.2 - Requisitos de Compresor
2.2.1 - Alimentación por Gas natural
P succión (BarA) 11 Aprobación de la gestión (BarA) 41 Gravedad específica del gas 0.5727 Capacidad requerida (Nm3/h) 6800 Figura 2 Requisitos de compresión del gas de alimentación
2.2.2 - Producto de hidrógeno
P succión (BarA) 28 Aprobación de la gestión (BarA) 54 Gravedad específica del gas 0,0741 Capacidad requerida (Nm3/h) 15400 Figura 3 Requisitos de compresión de hidrógeno
3 - Selección de Compresores
Air Liquide compró dos compresores reciprocantes accionados por motores eléctricos, de corta carrera, de velocidad moderada, sin lubricación, con una capacidad del 100% para cada servicio. (Normalmente, Air Liquide comprará dos unidades de 100% o tres de 50% para sus plantas de hidrógeno).
A continuación se ofrece una breve descripción de las selecciones de compresores y detalles sobre el rendimiento calculado de cada uno.
3.1 - Alimentación por Gas natural
Compresor de dos carreras, sin lubricación, con carrera corta, velocidad moderada, dos etapas, accionado por un motor de inducción en jaula de ardilla de 500 kW y 750 RPM.
Datos del cilindro: Etapa 1 Etapa 2 Diámetro interno del cilindro de diámetro, mm 358,78 244,48 MAWP de cilindro, BarG 56,2 87,6 Cálculos de rendimientos del compresor
Etapa 1 2 Flujo calculado Nm3/h. 6876 6860 Gravedad específica del gas (S.G.) 0,5727 0,5726 Relación de calor especifico "N") cc 1,2864 Presión de succión (BarA) 11 21,72 Temperatura de succión (C) 37,1 40 Presión de descarga (BarA) 22,15 41 Temperatura de descarga (C) 96 96 3.2 - Producto de hidrógeno
Compresor de dos carreras, sin lubricación, con carrera corta, velocidad moderada, dos etapas, accionado por un motor de inducción en jaula de ardilla de 500 kW y 750 RPM.
Datos del cilindro: Tiro 1 Tiro 2 Diámetro interno del cilindro de diámetro, mm 244,48 244,48 MAWP de cilindro, BarG 87,6 87,6 Etapa 1 Flujo calculado Nm3/h. 15503 Gravedad específica del gas (S.G.) 0,0741 Relación de calor especifico "N") 1,4047 Presión de succión (BarA) 28 Temperatura de succión (C) 45 Presión de descarga (BarA) 54 Temperatura de descarga (C) 119
4 - Características de diseño del Compresor
Como se ha señalado anteriormente, los modelos de bastidor del compresor son los mismos para ambos servicios. La siguiente visión general se aplica tanto a los compresores de productos de hidrógeno como de alimentación de gas natural: a menos que se indique lo contrario.
4.1 - Bastidores del compresor
- Modelo - JGT/2
- carrera del compresor (mm) - 114,3
- Diámetro del vástago del pistón (mm) - 50,8
- Velocidad nominal (RPM) - 1500
- Velocidad de funcionamiento (RPM) - 744
- Velocidad media del pistón (bulones) - 2,8
- Carga nominal del vástago con tensión (kN) - 165
- (Las cargas medias calculadas del vástago por tensión fueron de 119 kN y 103 kN, respectivamente)
- Piezas distanciadoras de tipo "C" API-618
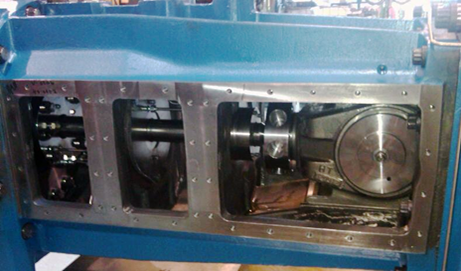 Figura 4: pieza distanciadora API-618 tipo "C"
Figura 4: pieza distanciadora API-618 tipo "C"
4.2 - Cuerpos del cilindro
- Material - hierro dúctil ASTM A395
- No enfriado
- Sin forrar - nitrurado iónico endurecido a aproximadamente 57 Rc.
- Acabado superficial - 0,15 micrómetros
4.3 - Conjuntos de Pistón y Vástago
- material del pistón - hierro gris clase 30 ASTM A48 (2 piezas)
- Material de Vástago del pistón - Acero carbónico de baja aleación con revestimiento de carburo de tungsteno
- Acabado superficial - 0,2 micrómetros
- Bandas de desgaste del pistón
- 1 pieza, corte angular
- balanceado de presión
- carga de la banda de desgaste de 0,035 N/mm2
- Aleación especial de polímero para servicio sin aceite.
- Anillos del pistón
- corte angular 1 pieza
- Aleación especial de polímero para servicio sin aceite.
 Figura 5: Conjunto de pistón NL
Figura 5: Conjunto de pistón NL
4.4 - Empaquetadura
Caja de empaquetadura enfriada por agua- Empaquetadura de acero al carbono purgada con nitrógeno Combinación de juegos de anillos de empaquetadura cortados y sin cortes aleación especial de polímero para servicio sin aceite Los juegos de empaquetadura intermedio y limpiador incluyen anillos de empaquetadura amortiguados.
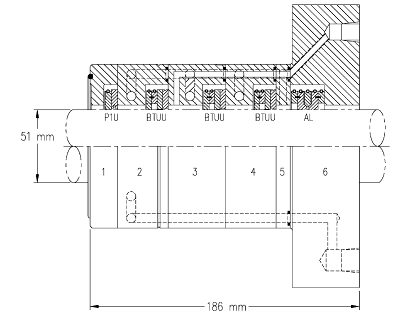 Figura 6: Caja de empaquetadura de presión
Figura 6: Caja de empaquetadura de presión
4.5 - Válvulas
- compresor de alimentación de gas natural
- Válvula de plato no metálico
- levantamiento de 2,59 mm
- Compresor de hidrógeno
- Válvula de anillo concéntrico no metálico
- levantamiento de 0,99 mm
- Diseñado para servicio no lubricado
- Descargadores de la válvula de succión tipo depresor del extremo del cabezal.
- Termopares para monitorear las temperaturas de válvula de descarga.
- compresor de alimentación de gas natural
5 - Historial de operaciones
Los compresores funcionan de manera rotativa; por lo general, las unidades se cambian cada seis meses. Los compresores de gas natural se ejecutan con una capacidad del 100%; los compresores de hidrógeno funcionan con una carga del 50%.
En marzo de 2012 - La planta llevaba funcionando unas 18.000 horas en total. Las horas de funcionamiento individuales del compresor fueron las siguientes:
- alimentación de gas natural
- Unidad 1 - 12.086 horas
- Unidad 2 - 6726 horas
- Hidrógeno
- Unidad 1 - 9202 horas
- Unidad 2 - 9334 horas
5.1 - Resultados de la inspección
Se han realizado inspecciones en dos de los compresores; un hidrógeno y un gas natural de alimentación. Cada una tenía aproximadamente 9.300 horas de funcionamiento en el momento de las inspecciones.
5.1.1 - Engranaje de marcha
Se inspeccionó el engranaje de funcionamiento de ambos compresores y todos los espacios nocivos se encontraban dentro de las tolerancias especificadas.
 Figura 7: Pistón del compresor de hidrógeno Campana después de 9300 horas de funcionamiento.
Figura 7: Pistón del compresor de hidrógeno Campana después de 9300 horas de funcionamiento.
5.1.2 - Resultados de la inspección del Cilindro
Se realizaron inspecciones visuales y dimensionales en cada cilindro. A continuación figura un breve resumen de estas inspecciones:
- Pistón y Conjuntos del vástago del pistón
- Vástagos del pistón (Dimensión nominal - 50,8 mm)
Se inspeccionaron los Vástagos del pistón para detectar daños y desgaste. todos los diámetros del vástago (medidos en la Figura 8) eran aceptables; 50,76 a 50,78 mm. Todos los vástagos de pistón fueron limpios y reinstalados, sin necesidad de reparaciones.
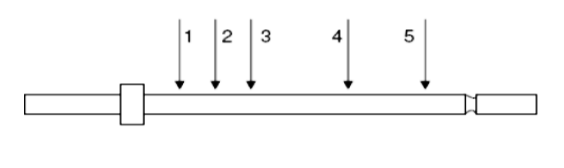 Figura 8: puntos de inspección del Vástago del pistón
Figura 8: puntos de inspección del Vástago del pistón
Pistones
Se inspeccionaron las ranuras del anillo de pistón y las ranuras de la banda de desgaste. Todos los anchos y profundidades de las ranuras estaban dentro de la nueva tolerancia.
anillos del pistón y Bandas de desgaste
Se midieron el grosor radial del anillo del pistón y la banda de desgaste, el huelgo lateral y las separaciones de los extremos. Todos mostraron desgaste normal. Las mediciones de los anillos de pistón del compresor de hidrógeno (PR) y la banda de desgaste (WB) se muestran en la Figura 9, junto con las mismas mediciones para los nuevos anillos de repuesto y las bandas de desgaste.
Dimensiones del Diámetro interno del cilindro
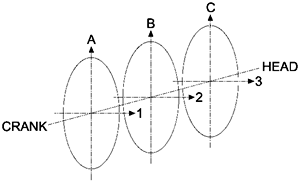 Figura 10: Puntos de medición del Diámetro interno del cilindro
Figura 10: Puntos de medición del Diámetro interno del cilindro
| Dimensión (mm) | Cilindro 1 | Cilindro 2 | Nuevo |
|---|---|---|---|
| Espesor radial WB | 8.8-9.2 | 8.8-9.2 | 9.6 |
| Ancho de WB | 40.8 | 40.8 | 40.8 |
| Separación entre puntas WB | 10.5 | 10.5 | 7.0 |
| PR Espesor radial | 9.3 | 9.3 | 9.3 |
| Ancho de PR | 11.5-11.9 | 11.5-11.9 | 12.9 |
| SEPARACIÓN ENTRE PUNTAS PR | 8.0 | 8.0 | 8.0 |
Figura 9 Mediciones del anillo del pistón y la banda de desgaste
Es una percepción común que los cilindros enfriados son necesarios para máquinas de servicio críticas; especialmente los tipos no lubricados. Como se ha señalado anteriormente; los cilindros de estos compresores de velocidad moderada no están enfriados. Las dimensiones desgastadas del anillo de pistón y la banda de desgaste que se muestran en la Figura 9 están dentro del rango aceptable del fabricante. Estos anillos y bandas de desgaste podrían haberse reinstalado. Sin embargo, como los anillos de pistón de repuesto y las bandas de desgaste estaban disponibles, se tomó la decisión de reemplazarlos.
| Dimensión (mm) | Etapa 1 de alimentación NG | Etapa 2 de alimentación NG | Cilindro de hidrógeno 1 | Cilindro de hidrógeno 2 |
|---|---|---|---|---|
| A | 358.80 | 244.52 | 244.05 | 244.05 |
| 1 | 358.78 | 244.50 | 244.00 | 244.02 |
| B | 358.90 | 244.89 | 244.09 | 244.10 |
| 2 | 358.84 | 244.97 | 244.05 | 244.11 |
| C | 358.78 | 244.51 | 244.11 | 244.11 |
| 3 | 358.78 | 244.52 | 244.05 | 244.11 |
Figura 11 Diámetros de Diámetro interno del cilindro registrados durante las inspecciones
Anillos de empaquetadura
Los anillos de empaquetadura mostraron un desgaste normal. Sin embargo, hubo algunos resortes rotos y anillos de empaquetadura en una de las cajas de empaquetadura del compresor de hidrógeno (consulte la Figura 12). Todas las cajas de empaquetadura se limpiaron y los anillos de empaquetadura se reemplazaron con anillos del mismo material.
 Figura 12: Juego de Anillos de empaquetadura: muestra los anillos de empaquetadura y resorte rotos.
Figura 12: Juego de Anillos de empaquetadura: muestra los anillos de empaquetadura y resorte rotos.
Válvulas
Debido a las velocidades de rotación de los compresores reciprocantes de velocidad moderados; una preocupación común de la industria es el número de veces que las válvulas del compresor se abren y cierran; en comparación con los de una carrera más larga, compresor de velocidad lenta. En este caso; las válvulas del compresor hacen ciclos a 744 veces por minuto. Se inspeccionaron las válvulas de ambas unidades y todas las válvulas lucían bien. Las válvulas se reinstalaron en ambos compresores. Air Liquide planea reemplazar las válvulas en la inspección de 16.000 horas.
6 - Conclusión
Los compresores de velocidad moderada han tenido un buen desempeño en los servicios de hidrógeno y alimentación de gas natural en una planta de hidrógeno de Air Liquide en Argentina. Después de 9300 horas de funcionamiento, se inspeccionaron dos de los cuatro compresores y las partes de desgaste del cilindro (guarnecido del pistón, empaquetadura y componentes de válvulas no metálicas) mostraron poco o ningún desgaste. Esto se puede atribuir a varias cosas, entre ellas, gas seco limpio en la succión del compresor, selección de material de desgaste, diseño y aplicación conservadores, así como velocidades reducidas del pistón.
En términos simples, la velocidad del pistón afecta a las "partes de frotamiento". Aunque la velocidad de rotación es superior a la "normal" para estos tipos de aplicaciones; los compresores de velocidad moderada instalados en Campana con carrera corta tienen velocidades de pistón muy conservadoras. Las bajas velocidades del pistón tienen un efecto muy positivo en la vida útil de las partes de desgaste.
Aunque las válvulas de estos cilindros circulan con más frecuencia de lo que se consideraría "típico" de la industria, se descubrió que estas válvulas estaban en muy buen estado y se reinstalaron para uso continuo.
Es importante tener en cuenta que los compresores de velocidad moderada que se detallan en este artículo utilizan cilindros no enfriados y sin revestimiento. El punto de vista común de la industria es que el enfriamiento de cilindros y las camisas son necesarios para una operación exitosa; especialmente en aquellas aplicaciones que requieren compresores no lubricados. Sin embargo, como muestran los resultados de la inspección descritos en este artículo; existe un diseño alternativo adecuado para estas aplicaciones.
Con un diseño y aplicación conservadores; junto con la selección adecuada de materiales y el diseño del paquete, los compresores reciprocantes de velocidad moderada son muy adecuados para el uso en servicios críticos, como plantas de hidrógeno.
7 - Referencias
- Google Maps - Mapa de Campana, Argentina
- Los datos relativos a las dimensiones que figuran en el presente documento se tomaron de los informes de inspección/mantenimiento de líquidos de aire, de 22 de junio de 2011 y 27 de diciembre de 2011.
Reconocimientos
- El autor desea agradecer y agradecer a las siguientes personas su valiosa contribución a este documento:
- Sr. Thierry Ott - Director del Proyecto E&C - Ingeniería y Construcción de Líquidos Aéreos
- Sr. Guillermo Tear - Ingeniero Jefe de Mantenimiento - Air Liquide Argentina, SA
- Sr. Marcelo Ledesma - Ingeniero de Servicio Técnico - Hoerbiger Argentina, SA
- Sr. Greg Phillippi - Director Proceso Mktg. & Ventas - Ariel Corporation
"Compresores reciprocantes de velocidad moderada no lubricados en una planta de hidrógeno" fue escrito y presentado por Ben Williams en Dusseldorf, Alemania, en el Foro Europeo de Compresores reciprocantes de 2012. Williams es el Administrador de Aplicaciones y Cuentas de Procesos de Ariel Corporation.