Compresores reciprocantes y la economía del hidrógeno
Este documento describirá las aplicaciones "nuevas", entre ellas un resumen de las condiciones operativas y los requisitos del compresor, junto con algunos de los proyectos que se están considerando.
Este artículo fue publicado originalmente en la 13.ª Conferencia del EFRC por Ben Williams, Especialista en Ventas y Desarrollo de Mercados.
13ª Conferencia delEFRC , Zagreb (Croacia), del 19 al 21de septiembrede 2023
Resumen:
La campaña mundial a favor de la descarbonización y la reducción de las emisiones de gases de efecto invernadero requerirá una cantidad importante de hidrógeno. Algunas personas consideran que el hidrógeno verde (hidrógeno producido por la electrólisis del agua mediante el uso de fuentes de energía renovables, como la eólica y la solar) es la mejor fuente de hidrógeno necesario para cumplir los objetivos actuales de descarbonización. Si bien esto puede o no ser cierto, una mayor producción de hidrógeno requerirá más compresores de hidrógeno. Aunque se utilizan diversos tipos de compresor para el hidrógeno, en este documento se centrará la atención en los compresores de pistón reciprocantes.
Los compresores reciprocantes se han utilizado para el servicio de hidrógeno durante años, principalmente en las industrias de refinería y petroquímica. Recientemente, las compañías han estado intentando determinar qué se requiere para la transición energética y cómo pueden participar. Las compañías han ideado varias aplicaciones "nuevas" de hidrógeno. Estas nuevas aplicaciones, como el almacenamiento de hidrógeno, el uso de hidrógeno como combustible y la mezcla de hidrógeno (con gas natural), tendrán requisitos de compresión de hidrógeno diferentes de los que han sido típicos en las aplicaciones petroquímicas y de refinería.
Este documento describirá las aplicaciones "nuevas", y se presentará un resumen de las condiciones operativas y los requisitos del compresor, junto con algunos de los proyectos que se están considerando. Al ser aplicaciones complejas, algunos usuarios están dispuestos a operar fuera de los límites operativos típicos del hidrógeno que se han utilizado durante años en las industrias de refinería y petroquímica.
La limpieza del gas es fundamental para estas aplicaciones de hidrógeno, por lo que la mayoría son no lubricadas. Los compresores no lubricados no usan aceite para la lubricación de cilindros. Generalmente, estos compresores usan materiales "autolubricados". La decisión de usar cilindros lubricados o no lubricados, junto con la fuente del hidrógeno, ya sea de un electrolizador alcalino o de un electrolizador PEM, determinará el diseño del compresor.
Si todo continúa como se espera, la Economía del Hidrógeno será una gran oportunidad para que los compresores reciprocantes se destaquen, y todos deberíamos estar ansiosos por ver qué sucede a partir de ahora.
1. Introducción
Los compresores reciprocantes, con cilindros lubricados y no lubricados (si se encuentran dentro de los límites de presión de descarga del OEM), se han usado en el servicio de hidrógeno durante décadas, principalmente en las industrias de refinería, petroquímica y de gas industrial. Entre las diversas y típicas aplicaciones de hidrógeno de estas industrias se encuentran la producción de hidrógeno, el gas de síntesis, la desulfuración (adición y recirculación de hidrógeno) y la compresión de gas residual. Otras aplicaciones no tradicionales del hidrógeno incluyen el transporte de hidrógeno por gasoductos y el almacenamiento de hidrógeno.
A medida que los gobiernos de todo el mundo establecen medidas con relación al objetivo de reducir las emisiones de carbono a un valor "cero neto", se considera que el hidrógeno es un elemento clave para esto, y una vez más se utiliza habitualmente el término "economía del hidrógeno".(El término economía basada en el hidrógeno fue usado por primera vez durante la década de 1970 por John Bockris.1) Para cumplir con las metas de descarbonización, se requerirán cantidades significativas de hidrógeno y compresión de hidrógeno.
El hidrógeno verde es el punto central de la transición energética. La producción de hidrógeno mediante electrólisis, impulsada por fuentes de energía renovables, como la eólica y la solar, es considerada por muchos la única manera de cumplir el objetivo de emisiones de carbono cero neto. Eso está por verse.
Las aplicaciones de hidrógeno renovable incluirán las aplicaciones mencionadas anteriormente, así como el hidrógeno como combustible. Los compresores usados para estas aplicaciones dependerán de la fuente de hidrógeno renovable, ya sea un electrolizador alcalino o PEM o un remolque de tubos de hidrógeno.
El diseño de los compresores también dependerá de si el usuario final aplica o no los límites de funcionamiento tradicionales de las API 618 e ISO 13707 o si está dispuesto a "estirar" estos límites para reducir el costo inicial del compresor o el costo total de propiedad general.
El objetivo de este artículo es debatir sobre las consideraciones de diseño para compresores reciprocantes de hidrógeno tanto para aplicaciones "tradicionales" como para aplicaciones renovables, las condiciones operativas típicas para ambos y cómo las expectativas y los límites de operación pueden variar entre ambos.
2. Aplicaciones de hidrógeno
En esta sección se hablará sobre las aplicaciones típicas de hidrógeno, así como algunas aplicaciones "nuevas" que se están considerando como parte de la transición energética.
Nótese que, aunque casi la mitad del hidrógeno que se produce hoy en día se utiliza para la producción de amoníaco (NH3), la compresión de amoníaco es muy especializada y no se abordará en este documento, excepto para decir que el amoníaco líquido es uno de los numerosos medios de transporte de hidrógeno que se están considerando en este momento.
2.1 Producción de hidrógeno
El hidrógeno es el elemento más abundante en el universo, pero debido a su nivel de reactividad y propiedades químicas, el hidrógeno se encuentra principalmente como parte de un compuesto. Los compuestos principales que contienen hidrógeno son el agua y los hidrocarburos. Existen diversos procesos que se utilizan para separar el hidrógeno de estos compuestos, entre ellos, el reformado de metano con vapor y la electrólisis.
2.1.1 Reformado de metano con vapor
Aproximadamente el 95% del hidrógeno que se produce hoy en día proviene del reformado del gas natural mediante el proceso de reformado de metano con vapor (SMR, por sus siglas en inglés). La reacción del gas natural con vapor a temperaturas altas (aproximadamente de 600 a 1000 °C) produce hidrógeno y monóxido de carbono (CO). Después de un proceso de conversión por turnos, el monóxido de carbono y el agua producen hidrógeno y dióxido de carbono (CO2).
El hidrógeno SMR se envía a un sistema de adsorción de oscilación de presión (PSA) que limpia el hidrógeno. El hidrógeno de PSA típico tiene 99,9999% de pureza. El hidrógeno puro que se obtiene mediante el sistema de PSA se envía al compresor del producto de hidrógeno con presiones de descarga que varían desde 34 a 100 bar, según el diseño de la planta.
Debido a que el CO2 se forma en el proceso de reforma con vapor de metano, en ocasiones se denomina "hidrógeno gris". Si la captura de CO2 se incluye en el proceso, algunos lo consideran "hidrógeno azul".
En la Figura 1 se muestra una unidad de reformado de metano a vapor ubicada cerca de Chicago, IL, EE. UU.
El proceso de reformado con metano a vapor involucra múltiples flujos de gas, cada uno de los cuales puede requerir compresión. Entre ellos se incluyen el gas natural, el gas combustible, el producto de hidrógeno (de la salida de la PSA) y el gas de cola.
2.1.2 Electrólisis
La electrólisis es el proceso de separar el agua en hidrógeno y oxígeno mediante el uso de la electricidad. Si la electricidad utilizada por el electrolizador proviene de una fuente renovable, como la energía eólica o solar, el hidrógeno producido se considera "hidrógeno verde".
Existen diversos tipos de electrolizadores, como alcalinos, de membrana de intercambio de protones (PEM) o de óxido sólido. Los electrolizadores alcalinos y PEM son los tipos más conocidos y los que se cubren en el presente documento. El proceso de electrolización tiene un impacto significativo en la selección del compresor de hidrógeno.
El proceso de electrólisis alcalina fue descubierto hace más de 200 años. El proceso básico consiste en un ánodo y un cátodo con iones hidróxido (OH-) que pasan del cátodo al ánodo a través de una solución electrolítica, como el hidróxido de potasio. El hidrógeno se produce del lado del cátodo y el oxígeno del lado del ánodo. La Figura 2 muestra el principio básico de un electrolizador alcalino.
El electrolizador alcalino típico produce hidrógeno a presión atmosférica o a una presión levemente superior (1,01 BarA). Por el contrario, un electrolizador de membrana de intercambio de protones (PEM) puede descargar entre 8 y 30 BarA.
La electrólisis de PEM utiliza un ánodo, un cátodo y una membrana como electrolito. El agua se "divide" del lado del ánodo y los iones de hidrógeno pasan a través de la membrana hacia el lado del cátodo. La Figura 3 muestra un esquema del proceso de electrólisis de PEM.
La presión de descarga producida por el electrolizador determina la presión de succión para el sistema de compresión. Para una aplicación dada, el hidrógeno producido a partir de un electrolizador de PEM tendrá un número de etapas significativamente menor que el hidrógeno del electrolizador alcalino.
El siguiente ejemplo muestra cómo el proceso de electrolización repercute en el diseño del compresor para una aplicación de hidrógeno que requiere una presión de descarga de 200 BarA y 50 kg/h.
Se seleccionaron los siguientes diseños de compresor mediante el software de compresor reciprocante del OEM en función de los parámetros mencionados anteriormente y para evitar que se exceda el límite de temperatura de descarga API 618 de 135 °C (275 °F). Se basan en la línea de productos del fabricante de un compresor reciprocante.
- Electrolizador alcalino - Presión de salida del electrolizador 1,01 BarA.
Se requiere un compresor de seis tiros con ocho etapas de compresión. Se necesitan 129 kW. (Consulte la Figura 4)
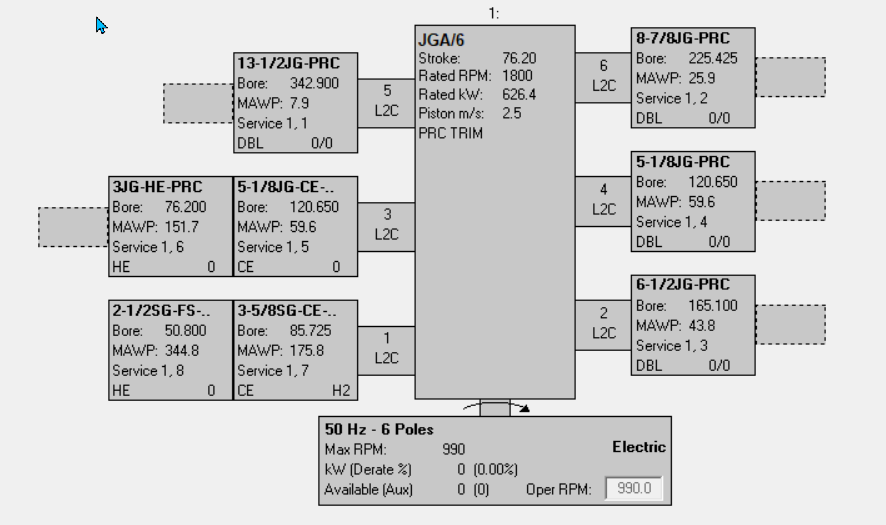 Figura 4 - Selección de compresores de seis tiros y ocho etapas5
Figura 4 - Selección de compresores de seis tiros y ocho etapas5
- Electrolizador PEM: presión de salida del electrolizador 25 BarA.
Se requiere un compresor de dos tiros con tres etapas de compresión. 54 kW necesarios. (Consulte la Figura 5.)
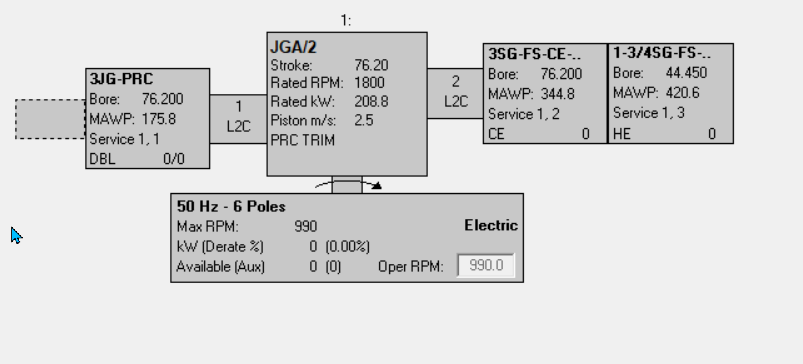 Figura 5 - Selección de compresor de dos tiros y tres etapas6
Figura 5 - Selección de compresor de dos tiros y tres etapas6
La baja presión de descarga de un electrolizador alcalino a menudo requerirá cilindros más grandes para cumplir con los requisitos de capacidad de la aplicación. Según la aplicación, es posible que se requiera una serie de compresores para alcanzar la presión de descarga requerida. Esto depende del tamaño del cilindro, la carrera del compresor y los límites de carga del vástago, y la cantidad de tiros del cigüeñal del compresor disponibles. La cantidad de tiros depende del fabricante y varía de uno a diez.
Como se puede ver, el tipo de electrolizador utilizado tiene un impacto significativo en la selección del compresor.
2.2 Desulfuración de hidrógeno
El uso más común del hidrógeno en una refinería es en la desulfuración de combustibles. La Figura 6 muestra el esquema del proceso de desulfurización.
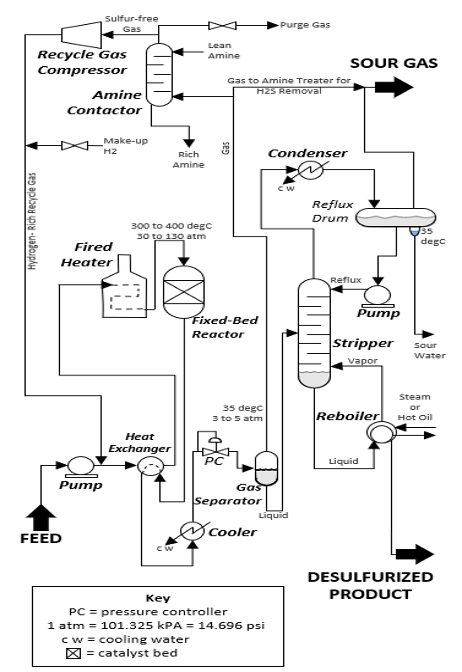 Figura 6: Proceso de desulfuración de combustibles líquidos7
Figura 6: Proceso de desulfuración de combustibles líquidos7
El azufre se elimina del combustible líquido al reaccionar con hidrógeno en recipientes catalíticos a altas temperaturas y presiones. El proceso produce combustibles con contenido bajo o ultrabajo de azufre. El gas rico en azufre se envía a un contactor de amina que elimina gran parte del azufre. Se comprime la corriente de recirculación "limpia" y se agrega hidrógeno de reposición al sistema, y el proceso de desulfuración continúa. Los dos servicios de hidrógeno (corrientes) involucrados en este proceso, reposición y recirculación de hidrógeno, se pueden gestionar con compresores individuales o con compresores multiservicio con cada corriente independiente de la otra.
Generalmente, las presiones de descarga para los servicios de reposición y recirculación de hidrógeno son similares. Sin embargo, las condiciones reales dependen de la licencia de proceso utilizada y del tamaño de la refinería.
Se están considerando diversas instalaciones para hidrógeno renovable para combustible y, aunque pueden ser de menor escala, esas instalaciones requerirán procesos similares de desulfuración y, por lo tanto, compresión de hidrógeno.
2.3 Almacenamiento de hidrógeno
El gas hidrógeno generalmente se almacena en tanques, recipientes o cavernas subterráneas de sal. Actualmente, hay cuatro instalaciones de almacenamiento subterráneo de hidrógeno (UHS, por sus siglas en inglés) en funcionamiento en el mundo: tres en Estados Unidos y una en el Reino Unido. Las instalaciones en EE. UU. se utilizan para complementar el suministro de hidrógeno a una planta petroquímica y gasoductos industriales de hidrógeno. La instalación en el Reino Unido almacena hidrógeno para el uso de generadores de turbina durante los períodos de máxima demanda de electricidad. La Figura 7 muestra un compresor reciprocante en una instalación de almacenamiento subterráneo de hidrógeno en Texas, EE. UU.
Se están estudiando varios proyectos pilotos sobre el almacenamiento subterráneo de hidrógeno.
Las instalaciones de almacenamiento subterráneo de hidrógeno existentes actualmente operan a presiones de entre 45 y 200 BarA. Se han recibido solicitudes de información sobre presiones de hasta 350 barA para el almacenamiento subterráneo de hidrógeno renovable. La mayoría de los compresores utilizados para el almacenamiento de hidrógeno a estas presiones usan cilindros lubricados. Por lo general, los compresores no lubricados tendrán tasas más bajas de presión de descarga.
El hidrógeno también se almacena y transporta en tubos en camión remolque. Esto ha sido relativamente común durante años. Sin embargo, el uso de tubos en camión remolque probablemente aumentará para transportar hidrógeno renovable desde su lugar de producción hasta donde sea necesario. Esta aplicación también se conoce como "gasoducto virtual"
La presión de almacenamiento de hidrógeno en los tubos que se transportan por camión remolque depende del tipo de tubos que se usan para el almacenamiento. La Figura 8 muestra una disposición típica del camión remolque de tubos de hidrógeno.
Los camiones remolque de tubos de hidrógeno se clasifican según los materiales de construcción y la presión de almacenamiento.10
Tipo I (Tipo 1) Los camiones remolque de tubos de acero más antiguos tienen un diseño simple y se limitan a menos de 200 BarA, pero los tubos nuevos de hidrógeno tipo IV (Tipo 4) se fabrican con materiales compuestos y están recubiertos de fibra de carbono. Se espera que estos tubos más ligeros se usen para aplicaciones de hidrógeno como combustible y los camiones remolque de tubos tendrán una clasificación de más de 500 BarA.
Se requieren compresores para llenar los tubos y comprimir la descarga a la presión de combustible de hidrógeno requerida.
2.4 Aplicaciones para gasoducto de hidrógeno
En la actualidad, hay más de 5.000 km de gasoductos de hidrógeno en funcionamiento en todo el mundo. Aproximadamente 2.600 km están en los Estados Unidos y 2.000 km en Europa.9 Los gasoductos de hidrógeno funcionan a presiones de entre 45 y 100 BarA.
El proyecto European Hydrogen Backbone (www.EHB.eu) continúa con los planes de añadir infraestructuras adicionales de hidrógeno renovable, incluyendo gasoductos e instalaciones de almacenamiento, para descarbonizar. Esto incluirá la construcción de nuevos gasoductos de hidrógeno y, cuando sea posible, la conversión de los gasoductos existentes de gas natural a gasoductos para hidrógeno.
Otra aplicación de gasoducto que ha llamado bastante la atención, principalmente en América del Norte, es la mezcla de hidrógeno con gas natural en los gasoductos existentes. La razón principal para hacerlo es reducir las emisiones de gases de efecto invernadero (GEI).
Todavía se está determinando la cantidad de hidrógeno que se puede agregar a un gasoducto de gas natural en funcionamiento. Aunque algunas investigaciones indican mezclas de concentraciones de hidrógeno del 50% o más con la corriente de gas natural existente, la mayoría de los proyectos que siguen su curso lo hacen con menos del 20% de hidrógeno agregado.
Con respecto a los compresores reciprocantes que se utilizan para aplicaciones de mezcla de hidrógeno, los compresores nuevos estarán diseñados específicamente para el servicio de hidrógeno. Sin embargo, los compresores de gasoducto de gas natural existentes que se usan en aplicaciones de mezcla de hidrógeno ahora deben ser adecuados para gas de menor peso molecular.
A continuación se muestra un ejemplo del impacto en un compresor existente con sistema de lubricación para gasoducto de gas natural (Figura 9) cuando se mezcla 30% de hidrógeno en la corriente de gas (Figura 10). A los fines de la simplicidad, hemos asumido un intercambio directo de hidrógeno y metano de la composición original del gas.
Compresor existente
30% de mezcla con hidrógeno en la corriente de gas (extracción del 30% de metano)
Como se esperaba, el gas ahora es más liviano y el caudal másico se reduce. Además, la proporción de calor específico ("valor n") aumentó, por lo que también la temperatura de descarga es mayor.
En este ejemplo, se deben revisar las válvulas del compresor para determinar si aún son adecuadas para el gas más ligero. En cuanto al compresor en sí, no serían necesarios los cambios de material. Sin embargo, se debe evaluar el sistema del compresor (paquete) para determinar si los componentes del sistema son adecuados para el gas más ligero. El gas más ligero también puede repercutir en las pulsaciones del gas, por lo que se debe realizar un nuevo estudio de pulsaciones para garantizar que no se requieran cambios en las tuberías o los botellones.
2.5 Combustible para vehículos de hidrógeno
Según la Agencia Internacional de la Energía (AIE), en la actualidad hay 56.000 vehículos eléctricos de celda de combustible de hidrógeno (FCEV) en uso actualmente. Estos vehículos requieren hidrógeno como combustible. La Figura 11 muestra un gráfico de 2021 que compara la distribución de vehículos eléctricos con celdas de combustible de hidrógeno con el número de estaciones de servicio de hidrógeno disponibles.
Una búsqueda en Internet muestra una serie de informes que se han escrito sobre el futuro de los vehículos eléctricos de celda de combustible de hidrógeno y la mayoría de ellos pronostican un fuerte aumento en la cantidad de vehículos. Uno de esos estudios de Precedence Research (https://www.precedenceresearch.com/hydrogen-fuel-cells-market) predice que el mercado de FCEV de hidrógeno superará los USD 130 mil millones para el año 2030. Esto requerirá un número significativo de estaciones de servicio de hidrógeno.
Las presiones del hidrógeno para combustible variarán según el fabricante o la aplicación, ya sean autos, camiones ligeros, autobuses o camiones de larga distancia. Las presiones típicas varían desde 350 a 1000 bar.
Aunque hay estaciones de servicio que usan compresores lubricados con sistemas de coalescencia o eliminación de aceite aguas abajo del compresor, los compresores de hidrógeno para combustible normalmente no son lubricados. No lubricado significa que solo se suministra aceite a las superficies en contacto. No se suministra aceite lubricante a los cilindros o las empaquetaduras. Esto sirve para evitar que se ensucien las celdas de combustible del vehículo. De acuerdo con la norma ISO 14687 (Calidad del hidrógeno como combustible - especificación del producto), el requisito típico de pureza de hidrógeno de un dispensador de H2 para combustible es del 99,97%.
Según el volumen de hidrógeno necesario y la presión de descarga requerida, no es infrecuente usar un compresor reciprocante no lubricado que alimenta un compresor de diafragma o intensificador hidráulico. Se están desarrollando sistemas de compresores reciprocantes que alcanzarán presiones más altas con cilindros no lubricados.
En la siguiente sección, se detallan las normas de diseño para compresores que usan hidrógeno como combustible, así como para otros compresores que funcionan con hidrógeno renovable.
3. Compresores tradicionales frente a compresores de hidrógeno renovable
Las normas API 618 e ISO 13707 son las normas de referencia más comunes para compresores de hidrógeno que se utilizan en los sectores de refinería, petroquímica y gas industrial. Estas normas son lineamientos para que los compresores y los componentes del sistema logren tres años de servicio ininterrumpido y una vida útil de 20 años.
Debido a la similitud de las aplicaciones, se esperaría que las normas API 618 o ISO 13707 se apliquen a los compresores que se utilizan en el servicio de hidrógeno renovable. Sin embargo, según las consultas recibidas respecto de los compresores de hidrógeno renovable, no siempre es así. En una gran cantidad de casos, hemos visto clientes que están dispuestos a renunciar a esos estándares y no requieren tiempos de funcionamiento más prolongados.
3.1 Cómo lograr tiempos de funcionamiento más prolongados
Entre las características clave de diseño descritas en la API 618 y la ISO 13707 que contribuyen a tiempos de funcionamiento más prolongados del compresor se encuentran:
Velocidad del pistón: La velocidad del pistón afecta a las partes de desgaste no metálicas que se frotan, como los anillos del pistón, las bandas de desgaste y las empaquetaduras. Si la velocidad del pistón es más lenta, se prolonga la vida útil de las partes de desgaste no metálico.
Temperatura de descarga: La temperatura máxima de descarga en aplicaciones con alto contenido de hidrógeno es de 135 °C (275 °F). Las partes de desgaste típicas de TFE son adecuadas para un funcionamiento de hasta 175 °C (350 °F). A menor temperatura de descarga, mejor será para la vida útil de las partes de desgaste no metálico. Las viscosidades del aceite son más altas cuando las temperaturas de descarga son menores. A medida que aumenta la temperatura, disminuye la viscosidad del aceite.
Carga de la banda de desgaste: La carga de la banda de desgaste es la fuerza (carga del cojinete) debido al peso del pistón y la mitad del peso del vástago del pistón dividido por el área proyectada de un arco de 120 grados de las bandas de desgaste. Las normas API 618 e ISO 13707 limitan esto a 0,035 N/mm2 (5 psi) para unidades no lubricadas y 0,070 N/mm2 (10 psi) para cilindros lubricados. La carga reducida de la banda de desgaste prolonga la vida útil de la parte.
Lubricación de cilindros: Es fundamental seleccionar el tipo y la cantidad adecuada de aceite lubricante según la composición del gas y las condiciones operativas del compresor. También es importante recordar que agregar más aceite no siempre es mejor. Los bloques de distribución, el bombeo a los puntos o o una combinación de ambos se usan comúnmente en los sistemas de lubricación de cilindros.
NOTA: Los cilindros no lubricados también se usan en estas aplicaciones "tradicionales" de hidrógeno, cuando es adecuado.
3.2 Un punto de vista diferente
Como se mencionó anteriormente, según las consultas recibidas para aplicaciones de hidrógeno renovable, no siempre se requiere la API 618 o la ISO 13707. En muchos casos, el usuario final no es el cliente típico de compresor de procesos y está dispuesto a adoptar un nuevo enfoque para estas aplicaciones.
Con este nuevo enfoque para los compresores de hidrógeno renovable, el diseño puede incluir:
Cilindros no lubricados: Muchos de los compresores de hidrógeno renovable no son lubricados y, por lo tanto, no se esperan una vida útil de 3 años. Los compresores de hidrógeno normalmente no están lubricados. Cuando se analizan los compresores de hidrógeno actuales, ya sean reciprocantes, de diafragma, hidráulicos o una combinación, con varios usuarios finales, las expectativas de vida útil de las partes de desgaste son inferiores a un año.
Temperaturas de descarga más altas: Estos clientes a menudo están dispuestos a aceptar temperaturas de descarga superiores al límite de 135 °C (275 °F) que indica la API 618. El límite de la API 618 se estableció hace años con el objetivo de lograr un lapso de tres años entre paradas.Es interesante notar que en un compresor de hidrógeno lubricado, las partes de desgaste no metálicas (anillos del pistón, empaquetaduras y bandas de desgaste) usadas son a menudo los mismos materiales que se utilizan para otros compresores lubricados en diferentes aplicaciones, a las cuales no se aplica el límite de 135 °C (275 °F).La mayoría de estos materiales no metálicos son adecuados para temperaturas de hasta 175 °C (350 °F). Para ilustrar el punto sobre la temperatura de descarga, usando las condiciones del electrolizador alcalino que se mostraron anteriormente en este documento, si se permitiese que la temperatura de descarga exceda el límite API 618 pero se mantenga por debajo de 150 °C (300 °F), solo se requeriripían siete etapas, en lugar de 8. Esto reduce el costo de capital (CAPEX) del sistema de compresor. Esto, combinado con el costo de operación (OPEX), determina el costo total de propiedad (TCO), que a menudo es el factor determinante en la selección del compresor.
Velocidades de rotación más altas: Una velocidad de rotación más alta requiere el uso de cilindros más pequeños, lo que termina reduciendo el tamaño del paquete o sistema del compresor. Se debe prestar atención al diseño de la válvula del compresor con las velocidades de rotación más altas. La velocidad de rotación y el levantamiento de la válvula afectan la velocidad de impacto de los elementos de sellado de la válvula.
Es importante tener en cuenta que en aquellos casos en los que no se requiere la API 618 o la ISO 13707, la seguridad no se ve comprometida. La seguridad es siempre fundamental, independientemente de la aplicación del compresor reciprocante. Un ejemplo de esto son los sistemas de compresor de combustible de hidrógeno.
Actualmente, el estándar principal utilizado para los sistemas de compresores de combustible de hidrógeno es el Código de Tecnologías de Hidrógeno, la Norma Nacional de Protección Contra Incendios 2 (National Fire Protection Standard (NFPA) 2 Hydrogen Technologies Code). Esta norma está diseñada para proporcionar normas de seguridad para la generación, instalación, almacenamiento, tuberías y manipulación de hidrógeno gaseoso y líquido.8 Al menos una organización, ISO, está redactando una norma para el combustible de hidrógeno, incluida una sección sobre compresores para el combustible de hidrógeno.
4. Conclusión
Aunque la descarbonización global es universalmente aceptada, todavía existe cierta incertidumbre respecto al plazo y la disponibilidad de recursos para llevarla a cabo. En el pasado, ya se había hablado sobre la economía del hidrógeno pero no tuvo resultados. Esta vez, sí se diferencia porque los gobiernos han desarrollado estrategias y mandatos de hidrógeno para cumplir con las iniciativas de carbono neto cero para 2050 o antes en algunos casos. Se está invirtiendo mucho dinero en infraestructura nueva y existente para permitir el transporte del hidrógeno desde la fuente renovable hasta el punto de uso. Esto traerá aparejada la necesidad de compresión de hidrógeno.
Los compresores que se necesitan para el hidrógeno renovable posiblemente no sean los mismos que se utilizaron en las refinerías o las petroquímicas. Los usuarios finales decidirán si pueden aceptar características de diseño menos conservadoras, como temperaturas y velocidades más altas, para reducir el costo total de propiedad general. Cualquiera sea su decisión, se espera una mayor demanda de hidrógeno y de compresores de hidrógeno a medida que se avanza con el objetivo de descarbonización global.
5. Agradecimientos
Agradezco especialmente a la Sra. Kaley R. Coss (Ariel Corporation - Ingeniera de Aplicaciones) por su asistencia con la revisión y edición de este documento.
Referencias
U. Bardi, “A concise history of the concept of “Hydrogen Economy.’” Resilience, 21 May 2021. https://www.resilience.org/stories/2021-05-21/a-concise-history-of-the-concept-of-hydrogen-economy/ (accessed 13 March 2023).
Unidad de reformado de metano en una instalación cerca de Chicago, IL EE.UU. Ariel Corporation [Foto].
N. Ironside, “Electrolysis: The Backbone of the Green Transition.” COWI, 28 de abril de 2022. https://www.cowi.com/insights/electrolysis-the-backbone-of-the-green-transition (consultado el 13 de marzo de 2023).
N. Ironside, “Electrolysis: The Backbone of the Green Transition.” COWI, 28 de abril de 2022. https://www.cowi.com/insights/electrolysis-the-backbone-of-the-green-transition (consultado el 13 de marzo de 2023).
Programa de Selección y simulación de compresores Ariel
Programa de Selección y simulación de compresores Ariel
The Role of Hydrogen in Removing Sulfur from Liquid Fuels. Praxair (Now Linde), 1 marzo 2017. [En línea] Disponible: https://www.linde.com/-/media/linde/merger/documents/sustainable-development/the-role-of-hydrogen-in-removing-sulfur-from-liquid-fuels-w-disclaimer-r1.pdf?la=en#:~:text=Hydrogen%20is%20a%20proven%20solution,tons%20per%20year%20of%20SO2. (consultado el 13 de marzo de 2023).
Paquete de compresor reciprocante en una instalación de almacenamiento subterráneo de hidrógeno en Texas, EE. UU. Ariel Corporation [Foto].
“Hydrogen Tank – FAQ Guide.” Hyfinder, 15 de enero de 2023. https://hyfindr.com/hydrogen-tank/ (consultado el 13 de marzo de 2023).
Hydrogen tube trailer (Camiones remolque de tubos de hidrógeno) https://www.energy.gov/eere/fuelcells/hydrogen-tube-trailers
Programa de Selección y simulación de compresores Ariel
Programa de Selección y simulación de compresores Ariel
J. M. Bermúdez, S. Evangelopoulou, F. Pavan. “Hydrogen Supply.” IEA, septiembre de 2022. https://www.iea.org/reports/hydrogen-supply (consultado el 13 de marzo de 2023).
NFPA Hydrogen Technologies Code, National Fire Protection Association, 2023. [En línea] Disponible: https://www.nfpa.org/codes-and-standards/all-codes-and-standards/list-of-codes-and-standards/detail?code=2 (consultado el 13 de marzo de 2023).