Reducción de consumo de lubricación en compresores reciprocantes

Escrito por: Justin Yance y Joe Hagan - Ariel Corporation, Mount Vernon, Ohio, EE. UU.
Resumen
Cada uno de las decenas de miles de compresores reciprocantes en funcionamiento en América del Norte consumen hasta 250.000 dólares al año en aceite lubricante. En general, la mayoría de estos compresores consumen más lubricante del necesario, por lo que los costos de funcionamiento podrían reducirse significativamente. La reducción de costos se puede lograr con pasos relativamente simples para determinar el tipo y la cantidad correctos de aceite que se va a suministrar a cada punto de lubricación, sin cambiar los diseños o materiales de los componentes desgastados. Este artículo describe el método establecido, así como los pasos para garantizar que el sistema de lubricación esté funcionando correctamente, para ofrecer una operación confiable de compresor a largo plazo.
Introducción
Mantener una lubricación adecuada en los compresores de gas reciprocantes es imperativo para la confiabilidad del equipo. Los compresores suelen funcionar de forma continua, lo que acumula considerables tiempos de funcionamiento en los componentes desgastados. Los compresores reciprocantes dependen de dos sistemas de lubricación que entregan aceite a los componentes críticos en la transmisión, los cilindros y las empaquetaduras. El primero es un sistema de recirculación que protege los cojinetes, bujes, placas axiales y crucetas en el tren de transmisión. El segundo sistema es un sistema de "pérdida total" que suministra aceite al diámetro interno del cilindro, los anillos del pistón, el vástago del pistón y los anillos de empaquetadura. La principal diferencia entre estos dos sistemas es cómo se utiliza el aceite. El tren de transmisión reutiliza el aceite muchas veces antes de que se realice el reemplazo. El sistema de lubricación del cilindro solo utiliza el aceite una vez antes de que se consuma en el proceso de compresión. Hacer un uso eficiente del aceite en el sistema de lubricación de cilindros es fundamental para minimizar los costos de funcionamiento y maximizar la confiabilidad del equipo. Este artículo presenta el método establecido para mantener el sistema de lubricación de cilindros y determinar las tasas de lubricación apropiadas.
El sistema de lubricación de cilindros, también conocido como el sistema de "lubricación forzada", utiliza una bomba de émbolo de desplazamiento positivo para bombear el aceite hacia una válvula divisora que proporciona el aceite a las áreas críticas dentro del cilindro y la empaquetadura. El caudal de aceite en las zonas críticas es del orden de gotas de aceite por minuto. El aceite debe suministrarse a suficiente presión para superar la presión del gas presente en cada área crítica. Estas presiones suelen oscilar entre la presión atmosférica y 3000 psig. Una vez que el aceite se inyecta en el área crítica, migra a las regiones de menor presión o se mezcla con el gas que fluye a través del cilindro del compresor. Un compresor de 1.000 HP puede consumir 2.000 galones de aceite al año, mientras que los compresores más grandes pueden acercarse a los 6.000 galones al año. Si se tiene en cuenta que el aceite puede costar de $7 a $15 por galón para el caso de los aceites minerales, y de $20 a $50 por galón para lubricantes sintéticos, el costo anual del aceite para un compresor puede llegar a $250.000. Este costo anual no tiene en cuenta los costos asociados en la recolección, transporte y eliminación de aceite aguas abajo del compresor. Estos costos adicionales pueden aumentar significativamente el costo anual del lubricante relacionado con la compresión.
Consideraciones de diseño
Los compresores de gas reciprocantes se utilizan en una amplia gama de aplicaciones. El fabricante del compresor debe evaluar los detalles de cada aplicación para determinar el peor caso de funcionamiento, de modo que se pueda recomendar un tipo de aceite y una tasa de lubricación. Por lo general, el "peor de los casos" es una unidad que opere y llegue a la mayor presión de descarga en la etapa final. El tipo de aceite recomendado se basa en la pérdida de viscosidad esperada una vez que se inyecta el aceite en cada área crítica del sistema de lubricación del cilindro. La viscosidad del aceite se ve afectada por la composición, limpieza, presión y temperatura de funcionamiento del gas. En general, los gases de hidrocarburo más pesados y las presiones de descarga más altas hacen que el aceite del cilindro se diluya más, por lo que se produce una disminución de la viscosidad y de las películas de aceite que protegen los componentes. Para evitar perder demasiada viscosidad, se recomiendan aceites minerales de grado ISO más pesados o lubricantes sintéticos resistentes a la dilución.
Contaminación líquida (por ejemplo: el agua, el hidrocarburo) y la falta de lubricante también interfieren con la calidad de la película de aceite al reducir la viscosidad del aceite y/o eliminar la película de aceite. La lubricación deficiente produce temperaturas excesivas que reducen la vida de los componentes. En casos extremos, una condición de fuga térmica puede provocar una falla rápida de los componentes.
Las tasas de lubricación determinan con qué frecuencia se agrega aceite a las áreas críticas del sistema de lubricación de cilindros. Los OEM de compresor han desarrollado sus propios métodos para determinar las tasas de lubricación. Ariel comienza con una "tasa base" que oscila entre 0,3 y 0,5 pintas/día/pulgada de diámetro de la parte (consulte el Apéndice A, para ver un ejemplo del cálculo). El tamaño del bastidor del compresor determina qué tasa base se utiliza. La tasa de lubricación se modifica mediante un "Multiplicador de tasa base" según la presión de descarga y la composición del gas. Los multiplicadores de tasa base oscilan entre 0,5 y 3 según la intensidad del servicio. El cálculo determina el requisito de tasa de lubricación "Normal" para un componente que opera en la velocidad nominal del bastidor. El funcionamiento a velocidades más lentas se reduce proporcionalmente (operar a media velocidad requiere la mitad de la tasa de lubricación "normal" a la velocidad nominal). Para las primeras 200 horas de funcionamiento del compresor, se recomienda una tasa de lubricación de asentamiento inicial que aumenta la cantidad de aceite a 150-200% de la tasa "Normal". La tasa de lubricación de asentamiento ayuda a enfriar los componentes y eliminar los desechos de desgaste a medida que los componentes se ajustan entre sí.
Las tasas de lubricación del cilindro y los tipos de aceite recomendados son, en la mayoría de los casos, conservadores para dar cuenta de algún nivel de condiciones desconocidas o alteradas. Las recomendaciones de lubricación se hacen al agrupar las aplicaciones en categorías de corrientes de gas generales. Dos aplicaciones pueden compartir la misma categoría, pero difieren en qué tan agresivas son las condiciones respecto al aceite lubricante. Dependiendo de la intensidad del servicio, generalmente puede esperarse que se reduzca la tasa de lubricación una vez finalizado el período de asentamiento. Los compresores que tenían sus sistemas de lubricación de cilindros dimensionados para un conjunto "estimado" de condiciones pueden llegar a un tipo de aceite o tasa de lubricación que es extremadamente inadecuada o excesiva para sus condiciones reales. En algunos casos, esto puede impactar en la selección de la válvula divisora, el dimensionamiento de la bomba de lubricación forzada y la necesidad de un suministro independiente de aceite si la recomendación de aceite no se puede usar también para el bastidor del compresor.
Es importante tener en cuenta que las empaquetaduras pueden generar diferentes cantidades de calor según la aplicación del compresor. El calor adicional generado por la empaquetadura puede justificar el aumento de la viscosidad del aceite recomendada para compensar la viscosidad perdida a una temperatura mayor. Para una situación de una gran cantidad de calor, será necesario enfriar la empaquetadura con agua o, en algunos casos, con aceite para mantener una temperatura de funcionamiento razonable.
Consideraciones para la reducción de lubricación
Muchos factores pueden influir en el requerimiento de la tasa de lubricación y cómo se suministra aceite de forma confiable a las áreas críticas del sistema de lubricación del cilindro. A continuación, se presentan los factores más comunes que deben considerarse antes de modificar las tasas de lubricación:
Factores de tasa de lubricación:
- Composición y calidad del gas
- Velocidad de funcionamiento del compresor
- Tipo de aceite y grado de viscosidad del sistema de lubricación del cilindro
- Geometría de la parte (por ejemplo: tamaños de diámetro interno del cilindro)
- Presión de descarga del cilindro
- Temperatura de funcionamiento
- Ajuste de la bomba de lubricación forzada y la válvula divisora
- Gas de reciclado saturado con aceite lubricante
- Desactivación del funcionamiento del cilindro
- Funcionamiento de arranque/parada frecuente
Factores de suministro de aceite:
- Desgaste de la bomba del sistema de lubricación forzada y diámetro interno de la válvula divisora/pistón
- Instalación y dimensionamiento de válvulas de balance
- Organización correcta de la línea de lubricación hacia/desde las válvulas distribuidoras
- Fugas: conexiones, tubings, accesorios, o-rings dañados
- Cambios en el desgaste y geometría de los componentes lubricados
- Disposición de la tubería del suministro de aceite (tanque diario)
- Ajuste de línea para mejorar el flujo de aceite
- Cintas calefactoras para mejorar el flujo de aceite
- Filtración para mejorar la calidad del aceite
- Válvula de retención defectuosa
Es necesario revisar la configuración actual del compresor antes de implementar una reducción de la tasa de lubricación. Es posible que ahora existan factores que no se han desarrollado o que no se tuvieron en cuenta al dimensionar el sistema de lubricación del cilindro. La configuración del sistema de lubricación del cilindro debe ser correcta y considerarse en buenas condiciones de funcionamiento (confiable) antes de reducir las tasas de lubricación. Los sistemas ya deberían mostrar una vida útil y un rendimiento de servicio satisfactorios antes de reducir las tasas de lubricación.
El sistema de lubricación de cilindros suele estar dimensionado para una aplicación o condición de funcionamiento de compresores en "peores casos". El sistema necesita tolerar la aplicación más difícil que el compresor verá mientras está en servicio. Según la antigüedad del equipo o la forma en que se dimensionó la unidad, es posible que el sistema de lubricación del cilindro ya no funcione correctamente o no esté dimensionado para la aplicación del compresor. Es posible que sea necesario actualizar el hardware del sistema de lubricación del cilindro y las hojas de lubricación para lograr una tasa de lubricación inicial adecuada para la operación actual.
Lleve a cabo las reducciones de la tasa de lubricación para evitar la falta de lubricación que puede provocar daños accidentales a los componentes debido al aumento de las temperaturas de funcionamiento. Las temperaturas excesivas pueden fallar en los anillos de empaquetadura/pistón junto con otros componentes principales como los vástagos del pistón y los orificios de los cilindros. Las fallas de los componente pueden acumular costos significativos según la gravedad:
- Trabajo (horas extraordinarias) = $2.000/día
- Empaquetadura y reemplazo de anillos de pistón = $3.000
- Envío acelerado = $4.000
- Sustitución de cilindros = $25.000
- Producción perdida = $40.000/día
El proceso de reducción requiere reducir lentamente las tasas de lubricación y realizar inspecciones periódicas después de cada reducción. Esto verifica la cantidad de aceite y la calidad de los componentes. La evidencia de lubricación marginal indica cuándo se deben aumentar las tasas de lubricación. Es difícil inspeccionar las películas de aceite dentro de la empaquetadura debido a la construcción de las cajas. Para estos componentes, se puede observar si existen fugas en la tubería de venteo y/o la temperatura de contacto de la tubería de venteo para determinar posibles cambios en las condiciones de funcionamiento. Se requiere un método consistente de control de temperatura y de ubicación del tubing (la más cercana a la caja de empaquetadura) para verificar la temperatura de contacto.
Tasas de lubricación de asentamiento inicial
Los componentes de los nuevos anillos reciben aceite adicional durante el asentamiento durante las primeras 200 horas de operación. Después del período de asentamiento, las tasas de lubricación deben reducirse manualmente de la tasa de "asentamiento" a la tasa de lubricación "normal". Cambiar a la tasa de lubricación normal normalmente reduce el consumo de aceite en un 33% a un 50%. Algunos equipos pueden funcionar inadvertidamente durante períodos prolongados a la tasa de asentamiento porque las tasas de lubricación nunca se redujeron después del intervalo indicado.
Inspección antes de la reducción de la lubricación
Es importante identificar cualquier antecedente relacionado con el desgaste acelerado de componentes como anillos del pistón, bandas de desgaste y empaquetaduras. Los problemas relacionados con los componentes de desgaste pueden llevar a una investigación más a fondo sobre cuál es el modo de falla y pueden dar lugar a que se suspenda cualquier reducción de lubricación hasta que se realice una investigación adicional.
Para reconocer cualquier situación de desgaste acelerado en componentes lubricados por el sistema de lubricación forzada, se debe realizar una inspección exhaustiva. Parámetros a registrar:
- Fuga de empaquetadura / temperatura de venteo detectada antes de la parada
- Diámetros del vástago del pistón
- Ancho del anillo del pistón/ranuras de la banda de desgaste/profundidades
- Diámetros internos del diámetro interno del cilindro
- Dimensiones de la caja de empaquetadura con respecto a la profundidad de la copa de empaquetadura
- Grosor radial del anillo del pistón, anchos
- Grosor radial de la banda de desgaste, anchos
- Pruebas de papel de cigarrillos que muestren la calidad de lubricación en los diámetros internos de los cilindros en todas las etapas
- Se debe revisar el sistema de lubricación forzada y determinar si funciona correctamente. Esto debe incluir una prueba de presión de las válvulas divisoras.
Herramientas requeridas para la inspección inicial así como inspecciones adicionales:
- Medidor de flujo de gas para medir la fuga de la empaquetadura
- Dispositivo de medición de temperatura para monitorear las temperaturas de drenaje/venteo de la empaquetadura
- Calibres Vernier
- Micrómetros de diámetro externo para todos los diámetros de la ranura del pistón
- Micrómetros o calibres de diámetro interno para los diámetros internos del cilindro
- Micrómetro de profundidad
- Papeles sin encerar para cigarrillo
Una vez reunida toda la información antes de las pruebas, se puede revisar la aplicación para determinar si es posible realizar la reducción de la lubricación. Si todas las inspecciones muestran que la unidad no ha sufrido desgaste excesivo y que la lubricación es de buena calidad en todos los componentes de desgaste, se puede iniciar y seguir el procedimiento de reducción de lubricación.
Procedimiento de reducción de consumo de lubricación en campo
Una vez que se determina que se puede reducir la lubricación para la aplicación, se deben implementar los procedimientos necesarios para garantizar la aplicación adecuada de la lubricación a todos los componentes del sistema de lubricación y se deben monitorear todos los parámetros. Para determinar la lubricación adecuada a todos los componentes, se deben realizar inspecciones a intervalos de tiempo regulares. Estas inspecciones incluyen:
- Prueba de papel de lubricación del cilindro
- Esta prueba calcula la cantidad de aceite presente en el diámetro interno del cilindro al transferir aceite del diámetro interno a capas delgadas de papel de cigarrillos sin encerar.
- La prueba de papel debe realizarse dentro de una hora desde la parada de la unidad para obtener la mejor representación de la película de aceite del cilindro durante la operación. La prueba se lleva a cabo siguiendo los pasos siguientes:
- Aplicando una leve presión, limpie el diámetro interno del cilindro con dos capas unidas de papel normal sin encerar para cigarrillos. Comience por la parte superior y limpie en dirección descendente aproximadamente 20° (entre 1/4 in y 4-5/8 in según el tamaño del diámetro interno) a lo largo de la circunferencia del diámetro interno. El papel que apoya sobre la superficie del diámetro interno debería mancharse (humedecerse con aceite), pero el segundo papel no debería quedar humedecido.
- Repita la prueba en ambos lados del diámetro interno a aproximadamente 90° desde la parte superior. Use dos papeles limpios para cada lado. El papel contra la superficie del diámetro interno que no se haya manchado puede indicar falta de lubricación, y si se manchan ambos papeles, esto puede indicar un exceso de lubricación.
- Fuga en la empaquetadura
- El caudal de fuga de la empaquetadura indica qué tan bien sellan los anillos de empaquetadura y si las superficies de sellado están desgastadas o dañadas.
- Mida la fuga de la empaquetadura desde el drenaje/venteo de la empaquetadura para determinar si existe un incremento de la fuga de gas. Esto se puede hacer con un medidor de flujo de gas portátil o permanente.
- Mida la temperatura de venteo de la empaquetadura lo más cerca posible de la guía de la cruceta. Esta medición indicará si existe un incremento de la fuga de la empaquetadura. Si utiliza un dispositivo de medición de temperatura infrarrojo, asegúrese de tener en cuenta la emisividad y el área de la superficie de medición. Se requiere una medición de la temperatura base de una empaquetadura nueva para identificar cualquier incremento de fuga.
- Inspección visual del diámetro interno del cilindro, los compartimentos de la guía de crucetas y los vástagos del pistón
- Las superficies deslizantes desgastadas pueden acelerar el desgaste de los anillos e incrementar la tasa de fuga
- Inspeccione visualmente el diámetro interno del cilindro y los compartimentos de la guía de cruceta para determinar si existen materiales de desgaste provenientes de los componentes.
- Se debe inspeccionar visualmente los Vástagos del pistón para detectar marcas o indicios de exceso de calor.
Las inspecciones deben realizarse en los siguientes intervalos de tiempo:
Tabla 1. Intervalos de tiempo de detección de reducción de lubricación
| Intervalo de tiempo transcurrido | Tiempo total de funcionamiento | Reducción total de lubricación con respecto a la tasa normal [%] | |
|---|---|---|---|
| Puesta en marcha y tasas de lubricación de asentamiento | 0 | 0 | |
| Las tasas de asentamiento son de 150% al 200% de lo normal. | |||
| Configure el sistema a las tasas de lubricación normales | 200 horas | 200 horas | 0 |
| Revisión de condiciones | |||
| Reduzca el 10% de lubricación con respecto a la tasa normal. | 1 mes | 1 mes | 10 |
| Pare el equipo para realizar una inspección. Si la inspección es satisfactoria, continúe con el siguiente paso | |||
| Reduzca la lubricación en un 10% adicional. | 1 mes | 2 meses | 20 |
| Pare el equipo para realizar una inspección. Si la inspección es satisfactoria, continúe con el siguiente paso | |||
| Reduzca la lubricación en un 10% adicional. | 1 mes | 3 meses | 30 |
| Pare el equipo para realizar una inspección. Si la inspección es satisfactoria, continúe con el siguiente paso | |||
| Reduzca la lubricación en un 10% adicional. | 1 mes | 4 meses | 40 |
| Pare el equipo para realizar una inspección. Si la inspección es satisfactoria, continúe con el siguiente paso | |||
| Reduzca la lubricación en un 10% adicional. | 1 mes | 5 meses | 50 |
| Pare el equipo para realizar una inspección. Si la inspección es satisfactoria, continúe con el siguiente paso | |||
| Reduzca la lubricación en un 10% adicional. | aprox. 6 meses | 8000 horas | 50 |
| Pare el equipo para realizar una inspección completa | |||
Al finalizar la prueba a las 8000 horas, junto con las inspecciones descritas anteriormente, se deben extraer los conjuntos del pistón para inspeccionar las ranuras del anillo del pistón, los anillos del pistón, las bandas de desgaste, los vástagos del pistón y los diámetros internos. Todas las mediciones deben compararse con las medidas originales al inicio de la prueba para identificar cualquier desgaste considerable.
Si en cualquier momento durante la prueba se detecta un incremento de la fuga de la empaquetadura o de las temperaturas o si la calidad de lubricación no es suficiente en el diámetro interno de un cilindro, no se debe continuar con la reducción de la lubricación. Si parece que la lubricación de los cilindros es insuficiente, se debe aumentar la lubricación en incrementos del 10% hasta que se restablezca la lubricación apropiada en las superficies del cilindro. Si los puntos de lubricación específicos parecen tener una lubricación insuficiente, el OEM debe configurar nuevamente la disposición de las válvulas divisoras para adaptar el suministro de aceite a puntos específicos según los resultados de las pruebas con papel. Idealmente, todos los puntos de lubricación del cilindro tendrán aceite suficiente para solo saturar una capa de papel de cigarrillo.
Apéndice A:
Ejemplo de cálculo de tasa de lubricación de Ariel
Aceite de lubricación del cilindro/empaquetadura Ariel
Tasa base, Pintas/Día/Pulgada
(Litros/Día/mm) de diámetro según la clase de bastidor del compresor
JG:A:I:M:N:P:Q:R:S:W 0,3 (0,0056)
JGH:E:J:ACF 0,4 (0,0074)
JGK:T:C:D:F:Z:U:B:V, KBB:V 0,5 (0,0093)
Puntos de lubricación de cilindro
Diámetro del diámetro interno del cilindro X Tasa base X Multiplicador de Tasa base = Pintas/Día
La tasa de lubricación total se dividirá por partes iguales entre varios puntos de lubricación en un diámetro interno del cilindro.
Tasa de lubricación de la empaquetadura
2 X Diámetro del vástago del pistón X Tasa base X Multiplicador de Tasa base = Pintas/Día
Para los cilindros con vástago con cola, calcule la tasa de lubricación para cada una de las dos empaquetaduras por separado. Las empaquetaduras del vástago del pistón para cilindros de alta presión (>3600 psig de presión máxima de trabajo permitida) utilizan dos puntos de inyección de lubricación. La tasa de lubricación total se dividirá por partes iguales entre varios puntos de lubricación.
Ejemplo de cálculo de tasa de lubricación diaria recomendada
JGJ/2, con gas natural de calidad de gasoducto (consulte la recomendación sobre las tasas base), los siguientes diámetros de diámetro interno de cilindro reales se muestran en la placa de datos del cilindro, vástago del pistón de 1,5 pulgada (38,1 mm) de diámetro, lubricado con aceite mineral:
| Tiro 1: | 13,00 in J (330 mm) a presión de descarga de 100 psi (6,89 bar). Multiplicador de tasa base = 1 |
| Tiro 2: | 9,75 in J-CE (248 mm) a presión de descarga de 577 psi (39,8 bar), cilindro de extremo de cigüeñal Multiplicador de tasa base = 1 |
| Tiro 3: | 5,125 in J-HE (130 mm) a presión de descarga de 1636 psi (112,8 bar), cilindro del extremo del cabezal. Multiplicador de tasa base = 1,25 |
Cálculos de tasa de lubricación de empaquetadura de diámetro interno del cilindro
| Diámetro interno del cilindro: | 13,00 in x 0,4 ppd/in x 1 = 5,2 pintas/día |
| Empaquetadura: | 2 x 1,5 in x 0,4 ppd/in x 1 = 1,2 pintas/día |
| Diámetro interno del cilindro: | 9,75 in x 0,4 ppd/in x 1 = 3,9 pintas/día |
| Empaquetadura: | 2 x 1,5 in x 0,4 ppd/in x 1 = 1,2 pintas/día |
| Diámetro interno del cilindro: | 5,125 in x 0,4 ppd/in x 1,25 = 2,6 pintas/día |
| Total recomendado, pintas/día = 14,1 pintas/día | |
Notas:
Las tasas calculadas anteriormente son las tasas de lubricación "Normal" a la velocidad nominal del bastidor (1800 RPM).
Para operar a velocidades inferiores se debe reducir proporcionalmente la tasa de lubricación.
La tasa de lubricación de asentamiento inicial será del 150 al 200% de la tasa "normal" durante las primeras 200 horas de funcionamiento.

Apéndice B:
Estudio de caso de reducción de lubricación en campo
Equipo: Ariel JGC/4, 49.000 horas de servicio
Aplicación: Recolección de gas
Reducción de la lubricación deseada: 50% de las tasas de lubricación normales
 Figura 1. Representación de Ariel JGC/4
Figura 1. Representación de Ariel JGC/4
Tabla 2: Condiciones operativas de la unidad
| Tiro | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Etapa de compresión | 3 | - | 2 | 1 |
| Presión de succión, psig | 450 | N/A | 215 | 92 |
| Presión de descarga, psig | 915 | N/A | 460 | 220 |
| RPM | 1000 RPM | |||
| Gravedad específica | 0,59 | |||
| Aplicación | Recolección de gas | |||
| Tasas de lubricación normales | Lado impar: 15 segundos (22,5 pintas/día) Lado par - 10 segundos (26 pintas/día) | |||
| Tasas de lubricación objetivo (50% de lo normal) | Lado impar - 30 segundos (11,2 pintas/día) Lado par - 20 segundos (13 pintas/día) | |||
Conclusión ejecutiva
En un esfuerzo por mejorar constantemente los productos y recopilar datos, Ariel trabajó junto con uno de sus usuarios finales para reducir la lubricación que se utiliza en el sistema de lubricación forzada en uno de sus compresores de gas. La tasa de lubricación deseada iba a ser del 50% de las tasas de lubricación normales recomendadas por Ariel al momento de dimensionar el compresor inicial.
Se realizaron inspecciones regulares a intervalos predeterminados para monitorear la fuga de la empaquetadura, los diámetros del vástago del pistón y la calidad de la lubricación en todas las partes de desgaste. Se inspeccionaron y midieron todos los componentes de desgaste para identificar cualquier desgaste acelerado. No se encontró desgaste anormal y la mayoría de los componentes medidos estuvieron dentro de los límites de desgaste o dentro de las tolerancias de fabricación de Ariel. Los intervalos de inspección permitieron alcanzar con éxito la reducción de lubricación objetivo del 50%. La prueba concluyó después de la inspección final y la unidad se puso de nuevo en marcha. Continuó funcionando con la reducción de lubricación del 50%.
Debate sobre la prueba
Se instalaron las nuevas empaquetaduras de emisiones ultrabajas de Ariel (B-7147, B-7109) durante un reacondicionamiento mayor (overhaul) de 50.000 horas. También en este punto, se realizó una inspección de los cilindros, pistones, vástagos de pistón y empaquetaduras para comprender cómo estaba funcionando el sistema de lubricación forzada en esta aplicación. La inspección reveló que todos los componentes que reciben lubricación del sistema de lubricación forzada parecían estar recubiertos generosamente de aceite (Figura 2, 3). Según esta observación del sistema con lubricación excesiva, se omitieron las reducciones iniciales del 10% y las tasas de lubricación se recortaron 30% como primera reducción.
Después de 658 horas de funcionamiento, se realizó otra inspección para identificar cualquier desgaste anormal, fugas de la empaquetadura y usar la prueba de papel para cigarrillos para identificar la calidad de lubricación en los diámetros internos del cilindro. Durante la inspección, no se detectaron fugas de la empaquetadura en ninguna de las etapas. Para controlar posibles desgastes, se midieron todos los diámetros externos del vástago del pistón. Los vástagos de los pistones estaban nuevos y el bruñido inicial al momento de la instalación seguía siendo evidente. Las pruebas de papel para cigarrillos en cada etapa mostraban que los cilindros tenían una lubricación excesiva. Según esta información, las tasas de lubricación se redujeron 10% más, lo que resultó en una reducción general del 40% respecto a la tasa de diseño.
Después de otras 988 horas, se inspeccionó nuevamente la unidad de acuerdo con el plan de pruebas. Se realizaron inspecciones de fugas de las empaquetaduras, desgaste del vástago del pistón y la calidad de lubricación del diámetro interno del cilindro. Todas las inspecciones tuvieron un resultado excepcional: sin fugas de la empaquetadura ni desgaste del vástago del pistón y una ligera sobrelubricación de los diámetros internos del cilindro. Según esta inspección, las tasas de lubricación se redujeron 10% más, lo que resultó en una reducción general del 50% respecto al diseño original.
Después de otras 1137 horas, durante un total de 4655 horas desde el reacondicionamiento mayor (overhaul), se realizó una nueva inspección. Los resultados fueron una vez más excepcionales, sin fugas de la empaquetadura ni desgaste mensurable en los vástagos del pistón. Esta vez, los diámetros internos de los cilindros de la primera y la segunda etapa mostraron una ligera sobrelubricación, pero la prueba de papel para cigarrillos de los cilindros de tercera etapa mostró que la lubricación era perfecta para esa etapa. El primer papel de cigarrillos se empapó, pero el segundo papel no. En este punto, se cumplió el objetivo de reducción del 50%. Por lo tanto, no se realizaron más reducciones de la tasa de lubricación.
Para garantizar una vida útil aceptable de los componentes del compresor, la unidad fue inspeccionada nuevamente después de otras 2167 horas durante un total de 6822 horas desde el reacondicionamiento mayor. La unidad exhibió las mismas características que la inspección previa sin fugas mensurables de la empaquetadura, resultados similares a los de las pruebas de papel de cigarrillos y los vástagos de pistón "como nuevos". En este momento, se decidió esperar hasta llegar a las 8000 horas con una reducción del 50% para realizar la inspección final.
Después de 8668 horas desde el reacondicionamiento mayor y el funcionamiento con una reducción del 50 % durante 7022 horas, se desmontó la unidad para inspeccionar si había desgaste en el diámetro interno del cilindro, desgaste en vástago del pistón o pistón, fugas de la empaquetadura y calidad de lubricación en todos los componentes de desgaste. Las empaquetaduras no mostraron fugas mensurables.
Se determinó que los diámetros internos del cilindro se encontraban dentro de los límites de desgaste y, en la mayoría de los casos, dentro de las tolerancias de fabricación. Los vástagos del pistón estaban "como nuevos" y no mostraron desgaste alguno durante la prueba. Los anchos de las ranuras del anillo del pistón fueron consistentes con el tiempo de uso de las partes y no mostraron ninguna diferencia apreciable con respecto a las mediciones originales al inicio de la prueba. La calidad de lubricación en cilindros y vástagos de pistón fue similar a las inspecciones previas y pasó la prueba de papel de cigarrillos (Figura 4).
Conclusión
Los resultados finales de la inspección revelaron que la reducción de las tasas de lubricación en un 50% no aceleró el desgaste ni repercutió en fugas de la empaquetadura. Se podría suponer razonablemente que sería posible lograr una reducción similar o al menos significativa con equipos iguales que tengan la misma aplicación y composición de gas.
Fotos de papel de prueba de lubricación de cilindro
 Figura 2: 3.ª Etapa Tiro n.° 1 - 1.ª hoja de papel de cigarrillo empapada completamente con aceite. Esto fue al comienzo de la prueba con tasas de lubricación normales.
Figura 2: 3.ª Etapa Tiro n.° 1 - 1.ª hoja de papel de cigarrillo empapada completamente con aceite. Esto fue al comienzo de la prueba con tasas de lubricación normales.
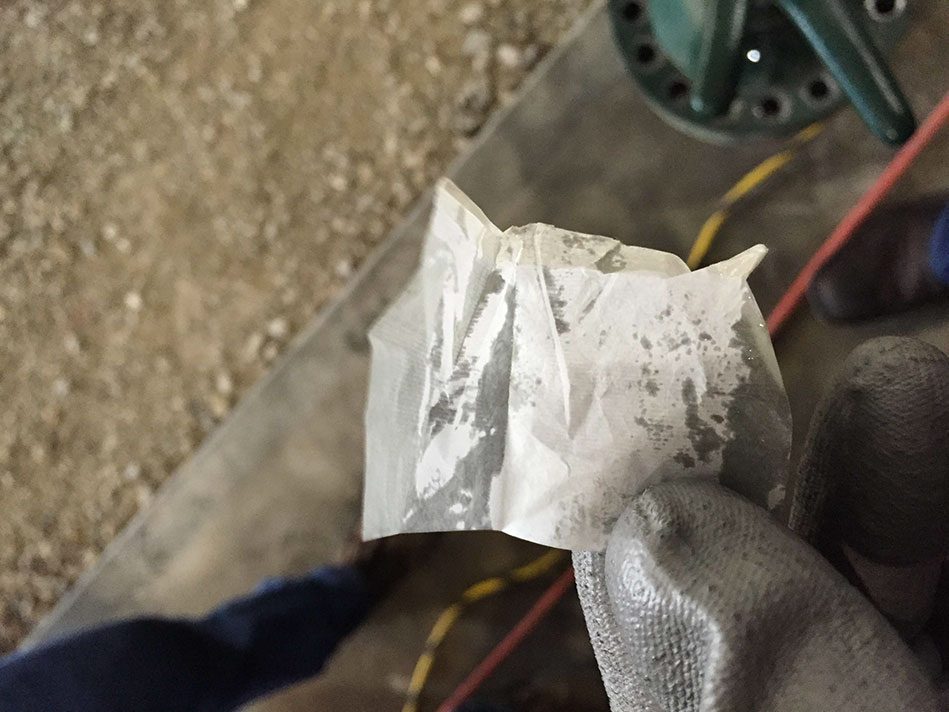 Figura 3: 3.ª Etapa Tiro n.° 1 - 1.ª hoja de papel de cigarrillos empapada completamente con aceite. Esto fue al comienzo de la prueba con tasas de lubricación normales.
Figura 3: 3.ª Etapa Tiro n.° 1 - 1.ª hoja de papel de cigarrillos empapada completamente con aceite. Esto fue al comienzo de la prueba con tasas de lubricación normales.
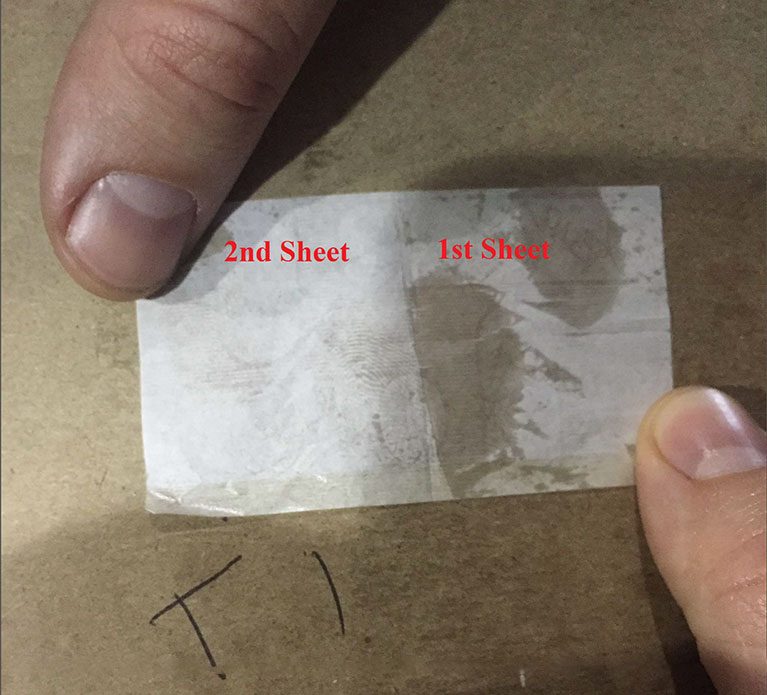 Figura 4: 3.ª Etapa Tiro n.° 1 después de 7022 horas de funcionamiento con una reducción del 50%. Primera hoja empapada de aceite; segunda hoja con marca ligera de aceite. Esto es representativo de un cilindro con lubricación adecuada
Figura 4: 3.ª Etapa Tiro n.° 1 después de 7022 horas de funcionamiento con una reducción del 50%. Primera hoja empapada de aceite; segunda hoja con marca ligera de aceite. Esto es representativo de un cilindro con lubricación adecuada