Compresión de vanguardia

Por: Greg Phillippi, Director de Marketing y Ventas de Compresores de Procesos, Ariel Corporation
El mercado de compresores de gas de proceso reciprocante en Norteamérica no es tan sólido como lo fue en la primera década de este siglo, principalmente porque la demanda de hidrógeno en las refinerías no ha crecido. Esto es el resultado de la "revolución del esquisto". El petróleo crudo producido a partir de pozos de esquisto es ligero y dulce y requiere menos hidrógeno para transformarse en gasolina con bajo contenido de azufre y combustible diesel con bajo contenido de azufre. En la primera década, las refinerías trabajaron en proyectos para producir diesel de sulfuro ultra bajo (ULSD, 15 ppm de azufre) y gasolina de bajo contenido de azufre de nivel 3 (10 ppm de azufre), lo que hizo que la demanda de hidrógeno y, por lo tanto, la compresión de hidrógeno aumentaran sustancialmente. Muchas refinerías más pequeñas todavía tienen que configurar sus instalaciones para fabricar gasolina de nivel 3, habiendo retrasado el gasto de capital mediante la compra y el uso de créditos de gasolina de nivel 3 emitidos por la EPA. Con el tiempo, la fabricación de gasolina de nivel 3 creará una demanda adicional de hidrógeno y compresión de hidrógeno. Además, en el primer decenio, muchas refinerías se estaban reconfigurando para procesar el petróleo crudo pesado adicional porque se vendía con descuento. Ahora las refinerías están gastando capital para reconfigurar sus instalaciones para procesar más crudo dulce ligero porque es local, fácilmente disponible, y puede vender con un descuento al precio mundial.
En la actualidad, se están haciendo inversiones importantes en el mercado petroquímico aguas abajo de los Estados Unidos, que también es el resultado de la revolución del esquisto, pero con gas natural y no con petróleo crudo. Hay una sobreabundancia de gas natural y líquidos de gas natural en Estados Unidos, por lo tanto, su precio es bajo y debería permanecer bajo durante algún tiempo. La demanda de gas natural tendrá que crecer sustancialmente para alcanzar la oferta y tener el aumento de los precios. Esto crea un entorno muy atractivo para las empresas petroquímicas, ya que utilizan el gas natural como combustible y gas natural y líquidos de gas natural como materia prima. Sin embargo, la mayoría de las aplicaciones de compresión de gas de proceso en estas instalaciones se llenarán con centrífugos en lugar de compresores reciprocantes, ya que las aplicaciones tienden a ser de mayor potencia y comprimen gases de mayor peso. Los gases de alto peso son ideales para los compresores centrífugos, mientras que los gases de bajo peso (hidrógeno) no lo son.
Dado el entorno de bajos precios en el que se encuentra la industria del gas y el petróleo, centrándose en la reducción del gasto de capital, los compresores reciprocantes de velocidad moderada paquetizados a corto plazo se han vuelto mucho más frecuentes en las aplicaciones de gas de proceso de Norteamérica. Donde las recetas a baja velocidad de larga duración han dominado el mercado, hoy en día, el concepto de usar un módulo de compresión (paquete) que está integrado en un taller en lugar de en el lugar ha ganado aceptación con una mayor cuota de mercado. El compresor reciprocante de velocidad moderada de corta duración se presta bastante bien al concepto del paquete debido a su tamaño más pequeño para una potencia equivalente. Estos compresores ofrecen la misma confiabilidad y las mismas características que las tradicionales máquinas de baja velocidad con carreras largas, a un costo menor instalado y tiempos de ciclo de proyecto reducidos.
Hay una definición en orden. Varios fabricantes ofrecen diseños de compresores reciprocantes con trazos cortos, normalmente en el rango de 76 a 229 mm, con velocidades de rotación que varían de 750 a 1800 rpm (conocidos como compresores de velocidad "alta", las máquinas más pequeñas tienen velocidades más altas). La carga del vástago nominal de estas máquinas oscila entre 22 kN y más de 445 kN (5.000 lbf a más de 100.000 lbf). Para los mercados de gas natural aguas arriba y aguas medias, suelen estar impulsados por un motor alimentado por gas natural y suministrados como un paquete de compresión de gas. Lo que estos fabricantes ofrecen para el mercado de procesos aguas abajo es una versión "moderada" de velocidad de estos mismos compresores de alta velocidad. La velocidad de rotación se reduce para proporcionar la confiabilidad requerida por el usuario aguas abajo. La velocidad de rotación se reduce al 50% a 60% de la velocidad nominal del compresor, o típicamente en el rango de 600 a 1000 rpm. Esta reducción tiene dos objetivos: 1) reduce la cantidad de ciclos de apertura y cierre de válvulas del compresor lo que beneficia la vida de la válvula del compresor, y 2) reduce la velocidad del pistón, lo que aumenta la vida útil de la empaquetadura del vástago del pistón, los anillos del pistón y las bandas de desgaste.
Esto no implica que un compresor reciprocante de corto plazo que funciona a su velocidad nominal sufra una confiabilidad deficiente. Las demandas de confiabilidad de los mercados aguas arriba y medio son diferentes de las aguas abajo. El accionador del motor de gas natural que se utiliza normalmente en los mercados aguas arriba y aguas abajo requiere un mantenimiento preventivo muy regular que requiere el apagado del motor. Aproximadamente cada tres meses (aproximadamente cada 2200 horas y varía según el fabricante), se debe reemplazar el aceite lubricante del motor y la chispa taponada. Esto ofrece una oportunidad para reemplazar la empaquetadura con fugas o una válvula de compresor con fallas, por ejemplo. Así que cada 2200 horas, hay una oportunidad de realizar tareas de mantenimiento menores en el compresor mientras el motor está apagado. No siempre hay algo que necesite ser reparado o reemplazado en el compresor en cada parada del motor, solo que existe la oportunidad, lo que permite que el diseño del compresor sea más "agresivo". Agresivo en el sentido de que tanto la velocidad del pistón como la rotación pueden ser empujados más alto, reduciendo así el tamaño y costo de la máquina y el paquete.
Apagar el compresor de manera regular no es lo típico para el usuario del proceso, ni es lo que se desea. El accionador siempre es un motor eléctrico que no requiere mantenimiento, por lo que no tiene paradas regulares. La refinería típica desea que el compresor recip funcione durante tres años (aproximadamente 26.000 horas) completamente sin interrupciones. Por supuesto, esto es imposible con un motor alimentado por gas natural como conductor. De modo que el diseño "agresivo" del compresor aguas arriba debe reconfigurarse para que sea apropiado para la aplicación del proceso aguas abajo y proporcione la confiabilidad deseada. La modificación principal es aplicar el compresor a la velocidad de rotación reducida mencionada anteriormente.
Las velocidades máximas del pistón más avanzadas para los compresores de alta velocidad que se usan hoy en día en los mercados aguas arriba y aguas medias están en el rango de 5.0 a 6.0 m/s (1000 a 1200 fpm). A estas velocidades del pistón, los anillos del pistón y las bandas de desgaste tienen una vida útil de 12.000 horas o más, por lo que la empaquetadura del vástago del pistón debe reemplazarse primero. Es un buen recordatorio observar que muchos factores entran en la vida útil alcanzable de los componentes de desgaste del compresor reciprocante, siendo los más influenciados por la limpieza del corriente de gas (sólidos y líquidos arrastrados por las fuerzas) y la temperatura. Cualquier compresor reciprocante que funcione prácticamente a cualquier velocidad de rotación o del pistón será más confiable si el gas está muy limpio y las temperaturas son conservadoras.
Las Velocidades del pistón de recetas que se aplican típicamente en el mercado aguas abajo están en el rango de 3,6 a 4,3 m/s (700 a 850 fpm) sin importar la longitud de la carrera. Esta velocidad del pistón más conservadora ofrece la posibilidad de que los anillos del pistón, las bandas de desgaste y la empaquetadura del vástago del pistón duren el mínimo deseado de 26.000 horas (tres años).
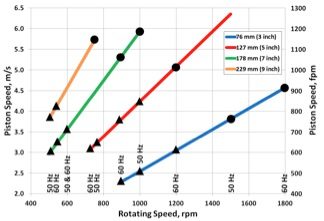
La Figura 1 es una gráfica que muestra la velocidad promedio del pistón de cuatro longitudes arbitrarias de carrera corta, 76, 127, 178 y 229 mm (3, 5, 7 y 9 pulgadas) a lo largo de un rango de velocidades del motor eléctrico de 0 Hz y 60 Hz. Los círculos marcan lo que podría ser la velocidad nominal rotativa y del pistón y triángulos las combinaciones de carrera y velocidad rotativa que resulten en una velocidad del pistón que sería aceptable para una aplicación de procesoUn usuario final del proceso encontrará las siguientes combinaciones específicas (Figura 2) de carrera y velocidad rotativa aceptables desde una perspectiva de velocidad del pistón.tion.
Un usuario final del proceso encontrará las siguientes combinaciones específicas (Figura 2) de carrera y velocidad de rotación aceptables desde una perspectiva de velocidad del pistón.
| Carrera | Velocidad de rotación | Velocidad del pistón | ||
|---|---|---|---|---|
| mm | pulgada | rpm | m/s | fpm |
| 76 | 3 | 900 | 2.3 | 450 |
| 1000 | 2.5 | 500 | ||
| 1200 | 3.0 | 600 | ||
| 1500 | 3.8 | 750 | ||
| 127 | 5 | 720 | 3.0 | 600 |
| 750 | 3.2 | 625 | ||
| 900 | 3.8 | 750 | ||
| 1000 | 4.2 | 833 | ||
| 178 | 7 | 600 | 3.6 | 700 |
| 720 | 4.3 | 840 | ||
| 750 | 4.4 | 875 | ||
| 229 | 9 | 500 | 3.8 | 750 |
| 514 | 3.9 | 771 | ||
Por supuesto, estas son longitudes arbitrarias de carrera y no específicas para ningún fabricante. Las figuras 1 y 2 muestran cómo la reducción de la velocidad de rotación resulta en una velocidad aceptable del pistón que cumple con los requisitos de confiabilidad de usuarios finales de proceso.
Una pregunta que suelen plantear los ingenieros de equipos rotatorios de procesos considerando una velocidad moderada es cómo una válvula de compresor que funciona a 720 rpm (por ejemplo) podría durar hasta 327 rpm (por ejemplo, otra vez). Ambos pueden tener la misma velocidad del pistón: el compresor de 327 rpm podría tener una carrera de 381 mm (15 pulgadas) con una velocidad del pistón de 4,2 m/s (818 fpm) y la máquina de 720 rpm una carrera de 171 mm. La respuesta es que la tecnología y los materiales de válvulas modernos brindan la oportunidad. Muchas de las válvulas del compresor que se aplican hoy en compresores de alta velocidad de corta duración que logran una vida útil de al menos 12.000 horas utilizan un levantamiento (la distancia que el elemento seal recorre de cerca a abierto) de 2,6 mm (0,102 in). Este levantamiento relativamente alto es necesario para lograr una eficiencia energética razonable. Cuando el compresor funciona a una velocidad del 40% al 50% más lenta de la nominal, y el levantamiento se reduce (a tal vez 1,5 mm, 0,060 pulgada), o incluso más baja en el caso del hidrógeno, la válvula puede durar hasta bien entrado el rango de 26.000 horas. El levantamiento más bajo generalmente aumenta la vida útil de la válvula, pero al costo de la eficiencia. Tenga en cuenta que la eficiencia utilizada en este contexto es relativa a la energía necesaria para comprimir un determinado volumen de gas.
La desventaja para el fabricante del compresor de aminorar la velocidad de rotación es que el compresor no se puede cargar hasta su potencia máxima, por lo que la oferta puede no ser tan atractiva comercialmente como si se estuviera usando la velocidad y la potencia totales del pistón. La carga del vástago nominal completa (torque) se puede usar pero no la potencia. En cierto sentido, el usuario final está comprando un compresor que potencialmente podría comprimir entre un 50% y un 100% más de gas (dependiendo de la reducción de velocidad) por casi el mismo costo. Pero proporcionará la confiabilidad deseada.
Incluso con esta desventaja comercial, la velocidad moderada empaquetada ofrece una reducción significativa de los costos de capital. En primer lugar, el compresor desnudo es más pequeño para la misma potencia, por lo que cuesta menos, como consecuencia de una mayor velocidad de rotación. En segundo lugar, el paquete compresor se construye en una tienda y no en un lugar, como suele ser el caso de una máquina montada en bloques de baja velocidad. La tienda está limpia y organizada, la mano de obra es menos cara, se requieren menos horas de trabajo y el mal tiempo no causa demoras en la fabricación. El ahorro en el costo total de instalación puede llegar a ser de 50%.
El compresor reciprocante de velocidad moderada paquetizado de corta duración carrera ha demostrado su éxito en este mercado. Un refinador independiente de EE.UU. adquirió recientemente dos compresores de reciclado de hidrógeno a corta distancia de 1250 caballos de fuerza a dos carreras de 720 rpm para ser usados en un proyecto de gasolina con bajo contenido de azufre. Estos dos compresores se sumarán a dos compresores de hidrógeno de 2500 caballos de fuerza de cuatro carreras y 720 rpm instalados en 2007 como parte de un proyecto de combustible diesel de sulfuro ultra bajo. No se pueden pasar por alto los ahorros en el costo total de instalación en este entorno de petróleo y gas a bajo precio, sobre todo sin que se haya producido un compromiso en la confiabilidad.